



拉刀的設(shè)計特點加工具有復(fù)雜廓形的外表面時,通常將拉刀設(shè)計為組合式,,行將若干把拉刀安裝在1個刀體上,,使其分別加工同1零件的各部份表面,。組合拉刀中的各把拉刀既可同時工作也可順次工作。設(shè)計組合拉刀時,,首先需將待加工表面廓形劃分成若干簡單的單元。為使加工每單元的拉刀設(shè)計簡化,,同時又能提高拉削效力和縮短拉刀長度,,在廓形分段及拉刀配置時應(yīng)斟酌盡量讓幾把拉刀同時參與工作,但這樣常常會造成拉刀結(jié)構(gòu)過于復(fù)雜,、拉刀及其緊固件布置困難,、拉床過載、零件加工時變形過大,、排屑困難等問題,,因此在多數(shù)情況下采取同時加工與順次加工相結(jié)合的方式來安排拉刀位置,公道拉削復(fù)雜表面,。拉刀的工作原理采取拉削方式加工回轉(zhuǎn)體外表面時,,拉刀工作原理加工時,工件固定在夾具上隨主軸1起高速旋轉(zhuǎn),,拉刀沿工件圓周切線方向作直線進(jìn)給運動,。拉刀的每一個刀齒都可看做1把切向成形車刀。鍵槽拉刀稱由干拉刀各刀齒的切削刃與拉刀支持平面的距離各不相同,,當(dāng)各刀齒順次切入工件時從切削刃到工件軸線的小距離也逐齒變化,,從而決定了各刀齒切除金屬層的厚度。拉刀可在1次工作行程中完成粗,、半精和精加工,,且每加工階段可安排不同的加工余量。插削內(nèi)齒輪時,,許多問題都和內(nèi)齒輪與插齒刀的齒數(shù)差有關(guān)。泰州矩形花鍵拉刀齒輪刀具聯(lián)系方式
齒輪刀具
剃刀偶接觸理論(類似平衡剃齒)偶接觸理論(EvenContact)在西方很流行,,已經(jīng)運用到剃刀設(shè)計中,。基本原理:剃刀與齒輪的接觸點數(shù)目為偶數(shù)時,,左右面單點承受壓力相等,,從而切除量相等。隨著剃刀的轉(zhuǎn)動,,接觸點數(shù)目應(yīng)盡量控制在偶數(shù),,如2-4-2,4-4-4,4-6-4等,而不是2-3-2,3-4-3等,。非偶接觸,,造成常見的現(xiàn)象,是齒輪齒形呈S形,。接觸點數(shù)目的控制,,主要通過嚙合角(實際壓力角)和外圓,。徑向剃同樣適用,剃前滾與剃齒必須有合適的配合,。但是,,偶接觸理論的局限性仍然很大。如何完善該理論,,是一個大家(包括國外)都很感興趣也很有價值的問題,。修形剃刀齒形齒向修形量的求解剃齒的復(fù)雜性,使得修形剃齒的結(jié)果,,很難達(dá)到預(yù)想的齒形,。目前大多采用經(jīng)驗數(shù)據(jù),進(jìn)行試剃,,然后再調(diào)整,。如果能夠在理論上建立足夠精度的數(shù)學(xué)模型,解決這個問題,,將是極具使用價值的,。同時,足夠精度的數(shù)學(xué)模型本身,,也能夠拿來分析剃齒過程的其他優(yōu)化問題,。需要注意的事:在幾何上根據(jù)齒輪齒形,求解出共軛的剃齒刀齒形,,能夠?qū)⒃囂甏螖?shù)減少,,能夠?qū)⒔?jīng)驗數(shù)據(jù)看作幾何理論數(shù)據(jù)的修正從而建立一定的經(jīng)驗公式。安徽鍵槽拉刀齒輪刀具供應(yīng)商齒輪刀具剃齒刀適用于軟齒面直齒與斜齒圓柱齒輪的精加工,。這種刀具耐用度較高,。

齒輪粗銑刀多用于圓柱式齒輪(含內(nèi)齒輪)粗加工,刀具型線可根據(jù)客戶需求定制直線齒型,,折線齒型等多種型線,。刀具采用高性能多切削刃口的刀片,從而為齒輪加工提供高的金屬去除率和性價比,。齒輪精銑刀多用于圓柱式齒輪(含內(nèi)齒輪)的精加工,,刀具型線為齒輪精加工型線,全磨制加工而成,。有效的降低切削熱,,提高表面質(zhì)量和粗糙度,比較高精度可達(dá)DIN7,。齒條組合銑刀用于批量齒條件的粗加工和精加工,,通過連接把多個刀盤組合在一起,配調(diào)整片,,易于調(diào)節(jié)安裝,,具有較高的重復(fù)裝夾精度,,提升生產(chǎn)效率和道具壽命。
內(nèi)齒輪插齒刀的變位系數(shù)1,,比較大變位系數(shù)的確定:1)插齒刀齒頂變尖的限制,。插齒刀齒頂變尖仍然是確定內(nèi)齒輪插齒刀比較大變位系數(shù)的主要限制條件。新插齒刀允許的小齒頂寬度也可按公式計算,。2)內(nèi)齒輪過渡曲線干涉的限制,,用插齒刀切齒的內(nèi)齒輪,其齒根部的過渡曲線有時候會和配對小齒輪的齒頂產(chǎn)生嚙合干涉,。3)切入頂切的限制,,插齒刀沿徑向切入工件時,如插齒刀齒頂離開中心線的距離大于內(nèi)齒輪齒頂離開中心線的距離時,,內(nèi)齒輪的齒頂將被切去,,產(chǎn)生切入頂切現(xiàn)象。2,,小變位系數(shù)的確定:1)內(nèi)齒輪頂切的限制,,用插齒刀加工內(nèi)齒輪時,如果內(nèi)齒輪頂圓與嚙合線的交點低于嚙合線與插齒刀基圓的切點,,則將產(chǎn)生內(nèi)齒輪的頂切現(xiàn)象,。2)內(nèi)齒輪根切的限制,用變位系數(shù)較小的插齒刀加工變位系數(shù)較大的內(nèi)齒輪時,,由于插齒刀齒頂變寬,,而內(nèi)齒輪根圓處齒槽變窄,就可能產(chǎn)生內(nèi)齒輪的根切現(xiàn)象,。3)內(nèi)齒輪根圓半徑變化的限制,,和外嚙合齒輪加工時一樣,由于插齒刀各個截面中的變位系數(shù)不同,,新舊插齒刀加工出的內(nèi)齒輪根圓直徑也是變化的,。4)插齒刀本身根切的限制,在Y7125型磨齒機上磨削齒數(shù)很少和變位系數(shù)為負(fù)值的插齒刀時,,往往要產(chǎn)生根切現(xiàn)象。5)插齒刀漸開線齒廓有效長度的限制,。粗加工用指形齒輪銑刀 是以大量切除多余金屬,,提高生產(chǎn)效率為目的的指形齒輪銑刀。通常為直槽零前角結(jié)構(gòu),。
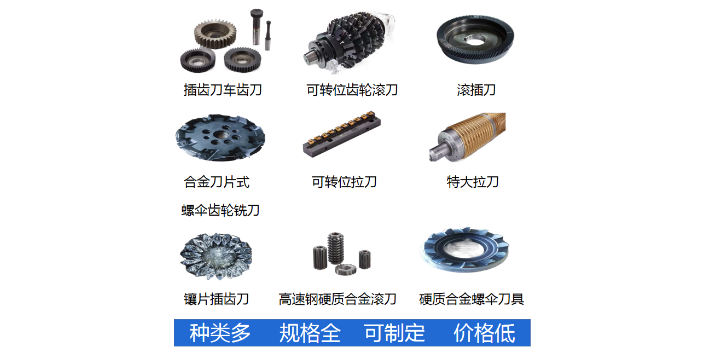
刀具按工件加工表面的形式可分為五類:加工各種外表面的刀具包括車刀,、刨刀、銑刀,、外表面拉刀和銼刀等,;孔加工刀具包括鉆頭,、擴(kuò)孔鉆、鏜刀,、鉸刀和內(nèi)表面拉刀等,;螺紋加工刀具包括絲錐、板牙,、自動開合螺紋切頭,、螺紋車刀和螺紋銑刀等;齒輪加工刀具包括滾刀,、插齒刀,、剃齒刀、錐齒輪和拉刀等,。按切削運動方式和相應(yīng)的刀刃形狀,,刀具又可分為三類:通用刀具如車刀、刨刀,、銑刀(不包括成形的車刀,、成形刨刀和成形銑刀)、鏜刀,、鉆頭,、擴(kuò)孔鉆、鉸刀和鋸等,。成形刀具這類刀具的刀刃具有與被加工工件斷面相同或接近相同的形狀,,如成形車刀、成形刨刀,、成形銑刀,、拉刀、圓錐鉸刀和各種螺紋加工刀具等,;特殊刀具加工一些特殊工件,,如齒輪,花鍵等用的刀具,。如插齒刀,、剃齒刀、錐齒輪刨刀和錐齒輪銑刀盤等,。剃齒是對未淬硬齒輪的齒形進(jìn)行精加工的一種常用方法,。安徽拉削刀具齒輪刀具品牌
插齒刀刃磨,,磨前刀面,就是前面的錐面,,可以在工具磨上磨插齒刀,。泰州矩形花鍵拉刀齒輪刀具聯(lián)系方式
液壓夾具,非標(biāo)數(shù)控刀具,數(shù)控刀柄,,齒輪刀具的市場被商家們看好,,一方面在于它的技術(shù)要求比較高,液壓夾具,,非標(biāo)數(shù)控刀具,,數(shù)控刀柄,齒輪刀具使用范圍越來越廣,,再加上售后服務(wù)的進(jìn)一步跟上,,打消了以往顧客擔(dān)心產(chǎn)品壞了無處維修的顧慮,銷勢進(jìn)一步得到穩(wěn)定,。五金工具行業(yè)進(jìn)入品牌競爭階段,,提高產(chǎn)品的技術(shù)含量,擁有自主品牌及服務(wù),,才是私營股份有限公司企業(yè)生存發(fā)展的王道,。未來三年將是五金工具行業(yè)打造品牌的黃金期,五金工具企業(yè)要做好品牌建設(shè),。在五金,、工具市場新興趨勢的帶動下,實用家庭工具,、園林工具,、汽車用品工具、機配工具等五金工具類商品貨俏價揚,,采購穩(wěn)中有升,,銷售形勢樂觀,應(yīng)大力發(fā)展電動工具,、手工具,、量具、測距儀,、風(fēng)動工具,、園林工具、臺式工具,,重點發(fā)展精致的組合工具,、汽車隨車工具、建筑五金,、廚電工具等產(chǎn)品,,加快形成多品種、多規(guī)格,、系列化的具有自主知識產(chǎn)權(quán)的重點技術(shù)和產(chǎn)品,。貿(mào)易型企業(yè)要善于推銷自己、宣傳自己,。通過宣傳把公司在五金行業(yè)的品牌優(yōu)勢,、質(zhì)量優(yōu)勢、資本優(yōu)勢等自身優(yōu)勢展現(xiàn)出來,,這樣才能讓更多的客戶同行了解我們,、認(rèn)識我們。泰州矩形花鍵拉刀齒輪刀具聯(lián)系方式
上海每卓實業(yè)有限公司位于肖灣路511號2幢3層,。公司自成立以來,,以質(zhì)量為發(fā)展,讓匠心彌散在每個細(xì)節(jié),,公司旗下液壓夾具,,非標(biāo)數(shù)控刀具,數(shù)控刀柄,,齒輪刀具深受客戶的喜愛,。公司從事五金、工具多年,,有著創(chuàng)新的設(shè)計,、強大的技術(shù),還有一批專業(yè)化的隊伍,,確保為客戶提供良好的產(chǎn)品及服務(wù),。每卓實業(yè)秉承“客戶為尊、服務(wù)為榮,、創(chuàng)意為先,、技術(shù)為實”的經(jīng)營理念,全力打造公司的重點競爭力,。